

Bearbeitungsschritte des BGTB Auskammerverfahrens
Die BGTB-Auskammertechnologie verbindet die ausgereifte Technik und Wirtschaftlichkeit des BTA-Tiefbohrens mit der Präzision und Vielseitigkeit der modernen CNC-Technik. Das BGTB-System ist so konzipiert, dass es auf einer modernen CNC-Tiefbohr- oder Drehmaschine eingesetzt werden kann. Die Innenkontur kann dann, ausgehend z.B. von der Vollbohrbearbeitung, in einer Aufspannung fertiggestellt werden.

I. Erzeugung einer Führungsbohrung durch Vollbohren
II. Evtl. Aufbohren für bessere Bohrungsgüte

III. Auskammern mit Schnittaufteilung im Kurzkammerverfahren

IV. Fertigstellung mit Schlichtschnitt

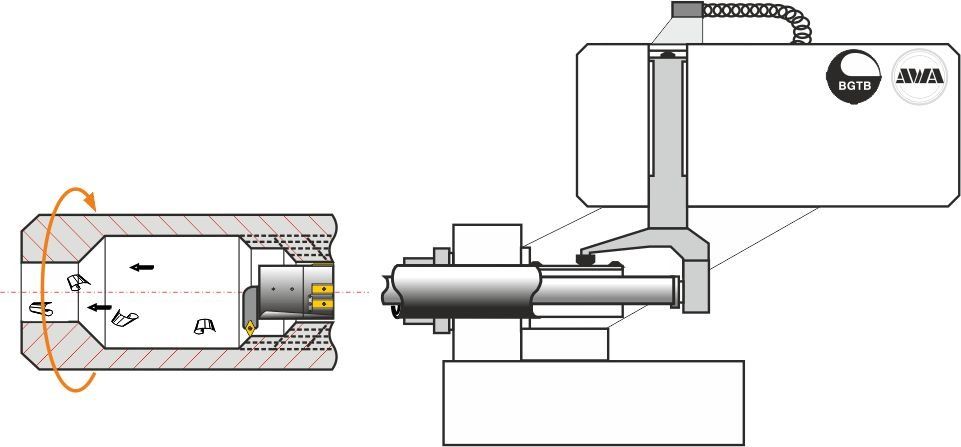
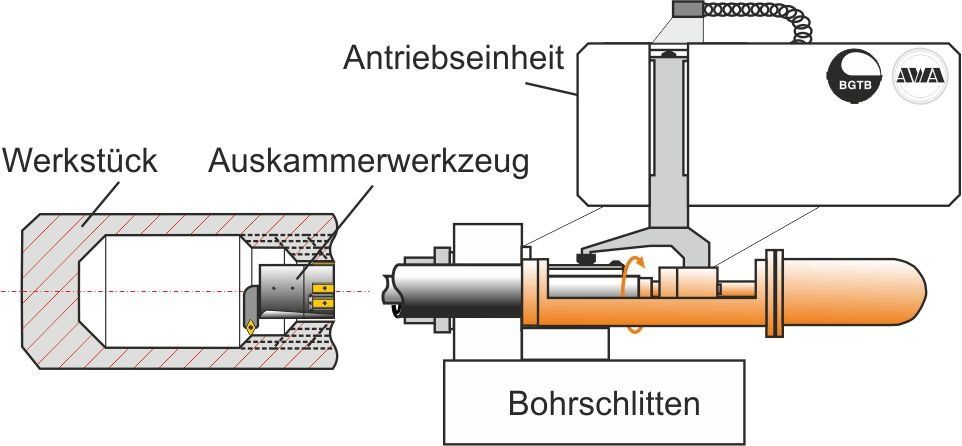
Arbeitsweisen der BGTB Auskammerantriebe
Der Auskammerwerkzeugantrieb ermöglicht die Ansteuerung der BGTB Auskammerwerkzeuge als vollwertige NC-Achse. Der Antrieb kann dauerhauft auf der Maschine verbleiben und dient neben der Verfahrbewegung als Zentrierung und Abstützung des Sonderbohrgestänges.
Durchgangsbohrung mit rotierendem Werkstück

Grundbohrung mit rotierendem Werkstück

Durchgangsbohrung mit rotierendem Werkzeug
Grundbohrung mit rotierendem Werkzeug
Bearbeitungsschritte des BGTB Ziehaufbohrens
Sonderwerkzeuge für das vorbohrungsgeführte Ziehaufbohren stellen eine Kombination von hydraulisch betätigten Führungseinheiten HKS mit großen Verstellbereichen und aufsetzbaren mehrschneidigen Messerköpfen mit Einstellmechanismus (VMST) dar.
Durch Verwendung von präzisonsgeschliffenen BGTB Wendeschneidplatten können diese Werkzeuge ohne Nachschleifen direkt an der Maschine neu bestückt werden. Bis zum Durchmesser von ca. 400 mm werden die Messerköpfe in der Laterne auf den Klappenstern (HKS) aufgesetzt. Bei größeren Durchmessern sind Werkzeuge lieferbar, die komplett hydraulisch angesteuert werden.
Durch Verwendung von präzisonsgeschliffenen BGTB Wendeschneidplatten können diese Werkzeuge ohne Nachschleifen direkt an der Maschine neu bestückt werden. Bis zum Durchmesser von ca. 400 mm werden die Messerköpfe in der Laterne auf den Klappenstern (HKS) aufgesetzt. Bei größeren Durchmessern sind Werkzeuge lieferbar, die komplett hydraulisch angesteuert werden.

I. Durchfahren des Rohrrohlings im eingefahrenen Zustand

II. Montage des Messersterns und Ausfahren der Hydraulikleisten im Werkstück
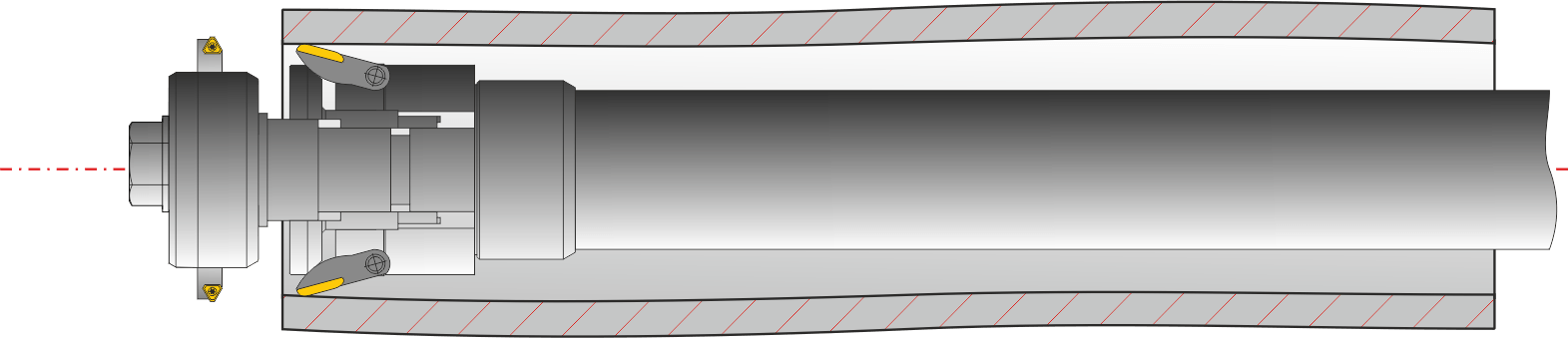
III. Ab HKS-I-H hydraulisch ausfahrbare Schneidenhalter, keine De- und Montage erforderlich

IV. Spanende Bearbeitung mit angelegten Führungsleisten